How Do You Use the Theory of Constraints?

Do you know how to use the Theory of Constraints (TOC) to drive your performance higher than either Six Sigma or Lean Thinking combined? A constraint is a bottleneck, delay or a barrier to our full potential. The more we can reduce the barriers (constraints) to our performance, the closer we can come to realizing our full potential. How do you use the theory of constraints?sssssssssss
 Theory of Constraints (TOC)
Theory of Constraints (TOC)
The critical question to ask is: how do constraints affect our performance?
Performance = Full Potential – Constraints
To find the constraints we need to look for the things that are holding us back. This is a lot easier than it sounds. Ask anyone in production what is holding up the delivery of an order and you will get an immediate answer. Everyone knows what the constraint is but nobody is sure of the right way to resolve it.
Compromise is not one of the Theory of Constraints (TOC) primary objectives. Instead, buy-in and communication are used, specifically verbalizing one’s intuition and the problem at hand, while respecting the other party involved in a conflict and acknowledging his/her needs. Only in this way can we truly create WIN-WIN solutions and facilitate change. WIN-WIN solutions are the primary goal of the Theory of Constraints.
TOC Thinking Tools
The Theory of Constraints is about thinking in logical, systematic, or structured process similar to the PDCA learning loop. It is about analyzing cause and effect, verifying underlying assumptions and exploring alternatives. First there is the TOC Thinking Tools.
Identify and Define Problems
Ensuring consensus on the problem, which, if effectively addressed, will improve the entire system.
Find and Devise Solutions
Ensuring consensus on the needed change and verifying that any new solutions do not create other significant negative results.
Construct Action Plans
Actions are necessary to achieve the solutions and to ensure consensus on the needed actions which include:
-
- How to do it?
- Who should do it?
- When to do it?
TOC Focusing Steps

The Theory of Constraints provides us with a solution for finding the core processes using the five Focusing Steps.
Identify the System’s Constraints
Example: look for inventory accumulating before the constraint [i.e. manufacturing cell]. Solution: the inventory buffer [work-in-process] represents the waste or inefficiency of the constraint. The greater the inefficiency, the bigger the constraint.
Exploit or Maximize the Efficiency of the System’s Constraint
Example: if a constraint has only 24 hours available per day and the system [all company operating expenses] costs $500,000 per month to operate then each hour of the constraint costs $1,041.67 [$500,000 / (24 hours * 20 business days per month)] per hour of use or down time. Solution: keep the constraints utilization as close to 100% as possible in order to squeeze every available hour out of the constraint.
Subordinate Everything Else to the Constraint
Example: inventory results from other processes producing more than demand. Solution: keep as little inventory as possible by balancing the other processes output to only what’s needed to fill the constraint’s needs.
Elevate the System’s Constraints
[reduce unnecessary demand on the constraint]
Example: the constraint is the most expensive process in a system because it restricts throughput. Solution: ensure the constraint is only producing product committed for sale to a customer and not for inventory. Inspect before the constraint to ensure only good inputs are used. Find alternative resources or processes to reduce demand on the constraint.
If within the Previous Steps, a Constraint has been Broken, go back to step 1
[but do not allow inertia to cause a system constraint]
Example: the system’s conditions change when constraints are broken violating old rules, or policies. Solution: review the system’s components again including existing policies. Policy constraints typically have the greatest effect on limiting system performance.
Six Sigma, Lean Thinking, and Theory of Constraints
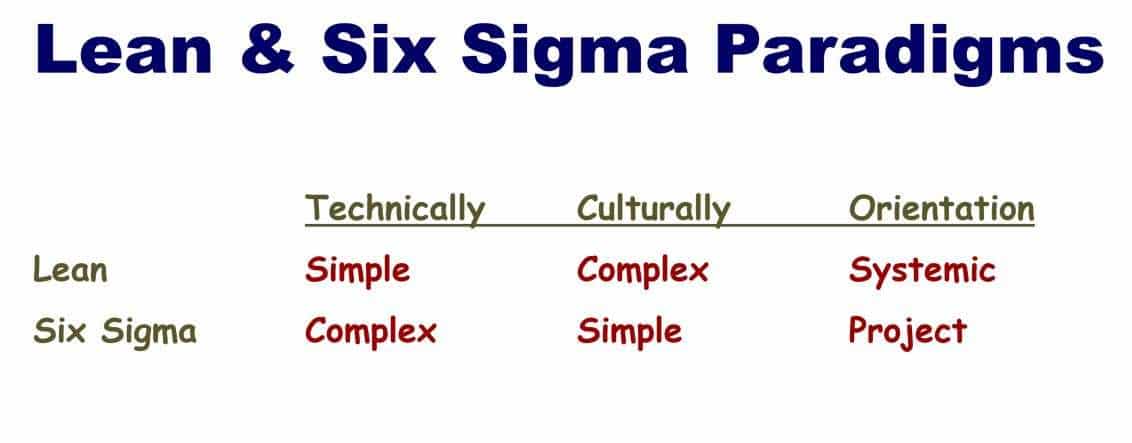
We have discussed how Six Sigma is problem focused with a view that process variation is waste. Lean Thinking is process flow focused and views any activity that does not add value as waste. Theory of Constraints is systems focused looking for any system element that reduces the throughput of the whole system. It is less concerned with an individual process.
Six Sigma uses statistics to understand variation. Lean uses visuals like process mapping, flowcharting, and value stream mapping to understand the process flow. The Theory of Constraints is holistic: It addresses emotions, intuition, and the thinking process of the whole person. It helps to remove blame by shifting negative energy against someone to positive energy towards solving the problem, together, focusing on individual needs.
| Program | Six Sigma | Lean Thinking | Theory of Constraints |
|---|---|---|---|
| View of Waste | Variation is waste | Non-value add is waste | Constraints drive waste |
| Application |
|
|
|
| Tools | Math-Statistics | Visualization | Systems thinking |
| Focus | Problem focused | Process flow focused | Constraint focused |
Policy Constraints
The Theory of Constraints was created by the physicist Dr Eli Goldratt who developed it because of his work at developing software for production planning systems. He noted that the policy constraints the users were operating under limited the effectiveness of his software.
It seemed that no amount of software modification would correct for such a powerful system constraints and that the only way for process improvement to work would be to change the policy assumptions or constraints and thus the Theory of Constraints was developed.
Systems Thinking
The Theory of Constraints takes the concepts of Lean Thinking to another level of systems thinking. You will see a lot of similarity between TOC and Lean. Both are focused on reducing waste and increasing process flow.
However, TOC goes beyond Lean with its focus on throughput. Reducing waste is nice but the emphasis should be on making more money by selling more product not just by cutting costs and this is where the two diverge.
Using the Theory of Constraints
TOC is used to focus on the right problem and the right solution at the right time. Then Lean is used to reduce non-value add within the subordinated processes while Six Sigma is used to solve the efficiency problem of the constraint. Now all three can be used together. TOC is more strategic whereas Lean and Six Sigma are more tactical.

Congrats Mr Anderson. This is an excellent summary and comparison of six sigma, Lean manufacturing and Theory of Constraints concepts. Please elaborate- How TOC concept can be effectively applied in a continuous process industry?
Generally speaking, in a continuous process, throughput at all stages is balanced during designing of the process. and WIP etc is also determined once the technology selection has been done (which determines the batch size).
The constraint in a continuous process is the process technology itself (its velocity) or its inflexibility. Waste is either slow process speeds or downtime, which reduces the overall throughput of the process. Inflexibility refers to how quickly you can perform changeovers for maintenance, new product, or from batch to batch. Throughput is governed by how well the process is utilized.