
Improve Your Food Safety Management System with ISO22000 FSMS Continuous Improvement Procedure

Are you looking for a way to enhance your food safety management system? Look no further than the ISO22000 FSMS Continuous Improvement Procedure from Bizmanualz. This comprehensive procedure outlines the steps necessary to continuously improve your food safety management system, ensuring that your organization is always up-to-date with the latest industry standards and regulations.
The ISO22000 FSMS Continuous Improvement Procedure covers all aspects of your food safety management system, from hazard analysis and risk assessment to corrective actions and management review. By following this procedure, you can identify areas for improvement and implement changes that will help you maintain compliance with food safety regulations and standards.
One of the key benefits of the ISO22000 FSMS Continuous Improvement Procedure is that it is customizable to your organization’s specific needs. Whether you are a small business or a large corporation, this procedure can be tailored to fit your unique requirements. Additionally, the procedure is easy to understand and implement, making it a valuable tool for any food safety management system.
By using the ISO22000 FSMS Continuous Improvement Procedure, you can ensure that your organization is always operating at the highest level of food safety. This can help you build trust with your customers and stakeholders, and ultimately lead to increased business success. So why wait? Order your copy of the ISO22000 FSMS Continuous Improvement Procedure today and start improving your food safety management system!
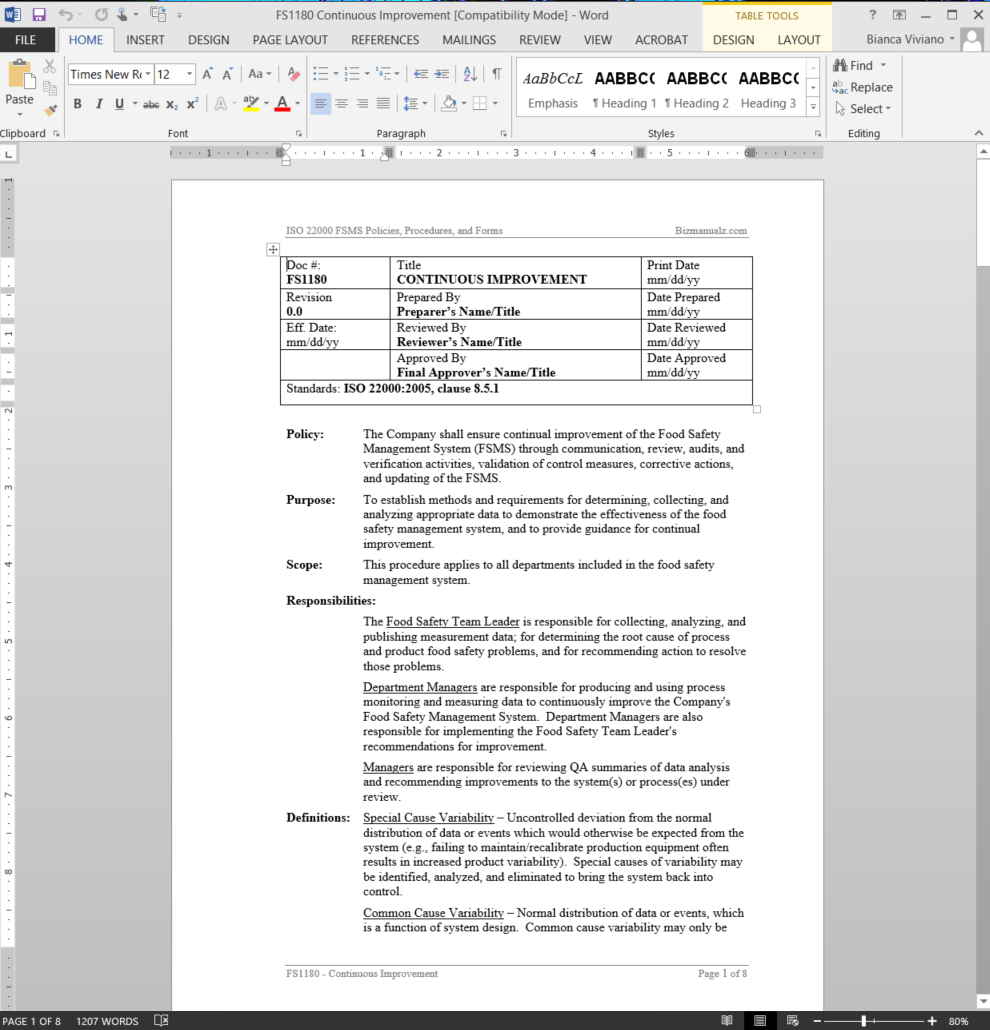
FSMS Continuous Improvement Procedure
The FSMS Continuous Improvement Procedure establishes methods and requirements for determining, collecting, and analyzing appropriate data to demonstrate the effectiveness of the food safety management system. The procedure also provides guidance for continual improvement. It applies to all departments included in the food safety management system. (8 pages, 1244 words)
FSMS Continuous Improvement Responsibilities:
The Food Safety Team Leader is responsible for collecting, analyzing, and publishing measurement data; for determining the root cause of process and product food safety problems, and for recommending action to resolve those problems.
Department Managers are responsible for producing and using process monitoring and measuring data to continuously improve the company’s Food Safety Management System. Department Managers are also responsible for implementing the Food Safety Team Leader’s recommendations for improvement.
Managers are responsible for reviewing QA summaries of data analysis and recommending improvements to the system(s) or process(es) under review.
FSMS Continuous Improvement Definitions:
Special Cause Variability – Uncontrolled deviation from the normal distribution of data or events which would otherwise be expected from the system (e.g., failing to maintain/recalibrate production equipment often results in increased product variability). Special causes of variability may be identified, analyzed, and eliminated to bring the system back into control.
Common Cause Variability – Normal distribution of data or events, which is a function of system design. Common cause variability may only be reduced through re-engineering the system. Common cause variability may be reduced, but not eliminated.
Process Capability – Comparison of the normal distribution of data or events with the customer requirement for control of such variation (Specification Limits). A process capability of 1.0 indicates that the process three sigma control limits are equal to the customer specification limits. A process capability of 2.0 indicates that the process three sigma control limits are half of the customer specification limits. This condition, known as six-sigma capability, means fewer than 3.4 errors per million attempts.
Deming Cycle – The process-based improvement cycle, also known as the “Plan-Do-Check-Act” cycle, used or referred to in various ISO standards.
 FSMS Continuous Improvement Procedure Activities
FSMS Continuous Improvement Procedure Activities
- Data Collection
- Data Analysis
- Data Review
- Design of Experiments
FSMS Continuous Improvement Procedure Forms

Reviews
There are no reviews yet.