What is Meant by Variation in Processes?
For those who work with business processes, we know that variability is the key factor. The desired state is more consistency and less variability. When processes have wide variability and inconsistent results, we call the process out of control. When business processes operate within established limits, the process is considered in control. So What is meant by variation in processes?
There are Two Types of Process Variation
We attribute process variability to two types of causes — common cause variation and special cause variation.
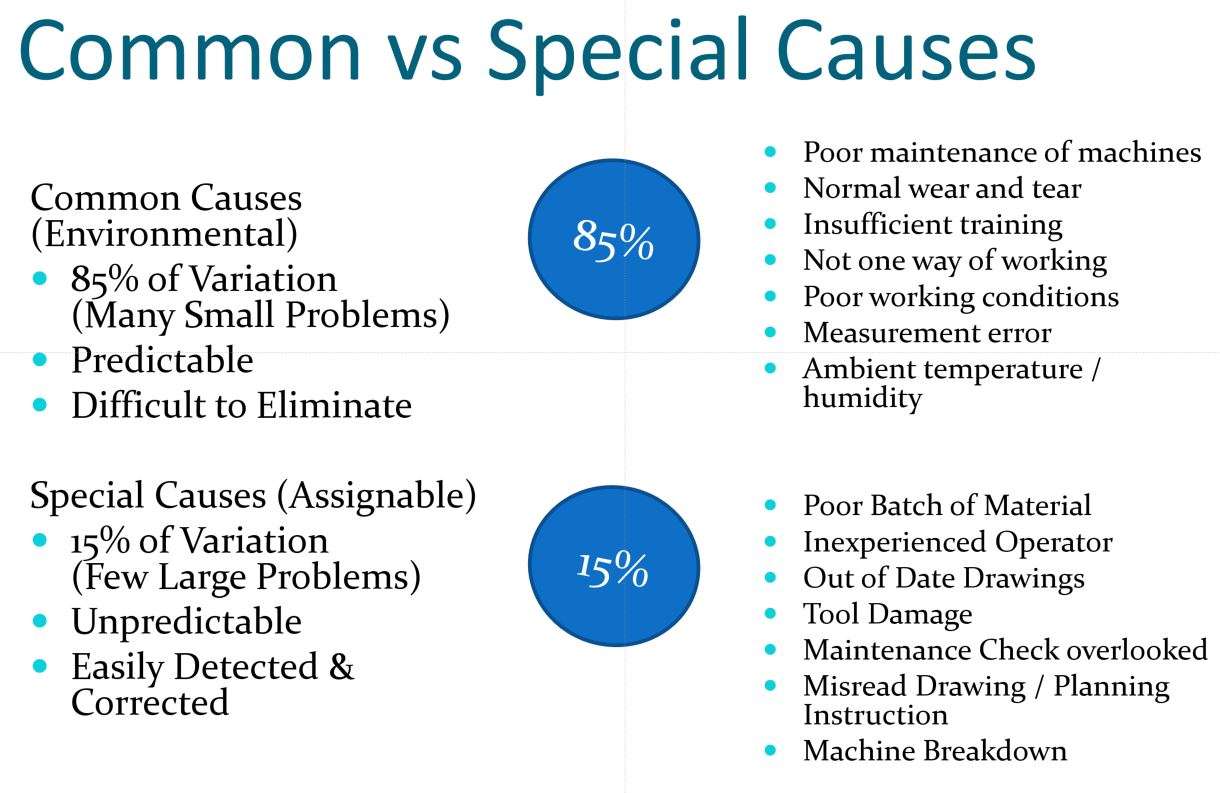
Common Cause Variation
Common cause variation is expected or normal variation as in normal probability distribution from statistics. It occurs 85% of the time and is a result of the process design, machinery, and activities. Correcting for common cause variation means changing the process design, machinery, or activities.
For example, I walk to the train station every day after work, and it takes six to 10 minutes. The variation is due to factors like how long I have to wait for the elevator, how many times the elevator stops, and how long I have to wait at crosswalk lights. These variations occur every day, and they are expected. They are common cause variations.
To reduce common cause variation, it usually takes experimentation and/or statistical analysis to optimize the process. Experimentation means changing something and measuring the results over time. Statistical analysis means looking at results in different ways — stratifying and categorizing data in diverse manners and employing varying statistical methods like Pareto charts.
For example, I might experiment and collect data and find that if I leave at 4:45 instead of 5:00, the elevators are less busy, and variation in the time to reach the station is reduced.
 Special Cause Variation
Special Cause Variation
Special cause variation is unexpected and occurring 15% of the time. It is the result of an assignable cause that is not a part of the process design, machinery, and activities. It is sometimes random and other times unplanned for in the design, but can be detected using statistical process control (SPC), planned for using a failure modes effects analysis (FMEA), and prevented using a control plan.
For example, one day it took 12 minutes to walk to the train station. It took longer because someone approached me on the sidewalk and asked for directions. They were lost, so I took a few minutes to explain to them where they are and how to get to where they are going, plus exchange a few pleasantries. But that doesn’t happen very often. In fact, it hardly ever happens. The next day I return to the six to 10 minute window for my walk to the station. It was a special cause of variation.
Special cause variation is typically discovered using root cause analysis. In my example it was easy to identify why it took extra time to reach the station, but frequently the cause of unexpected variation is not so easy to see. It takes an investigation using quality tools like 5 whys or fishbone charts to understand what happened. You can either take action to prevent the unexpected cause of variation or simply ignore it because you realize that it happens rarely and the consequences are acceptable (as in my example). I don’t mind missing a train to help someone out.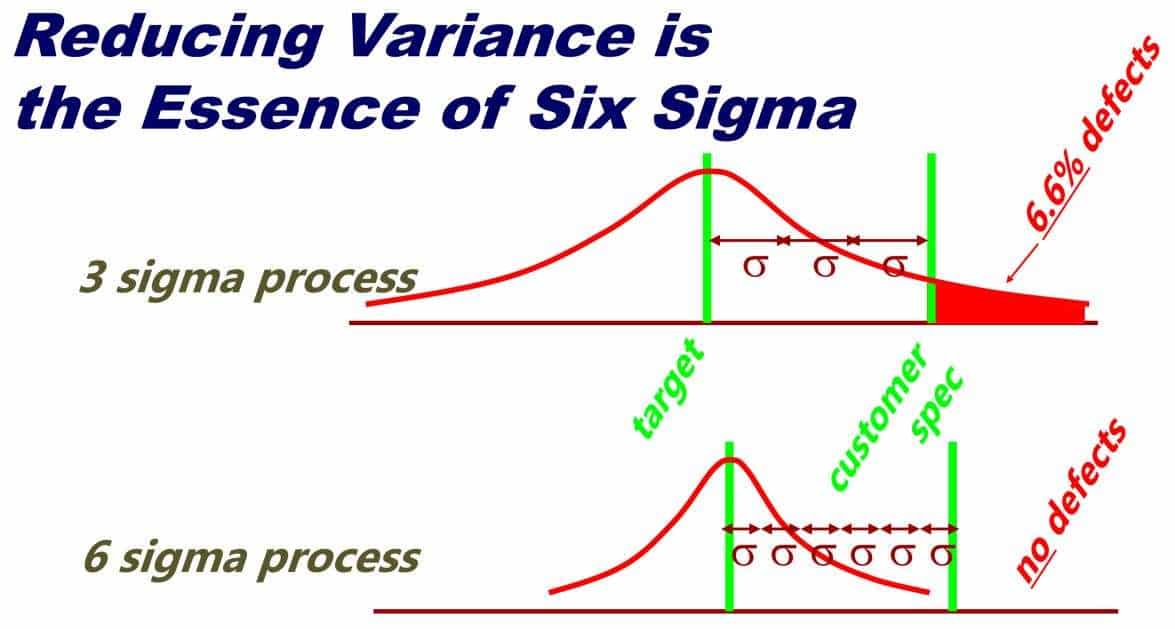
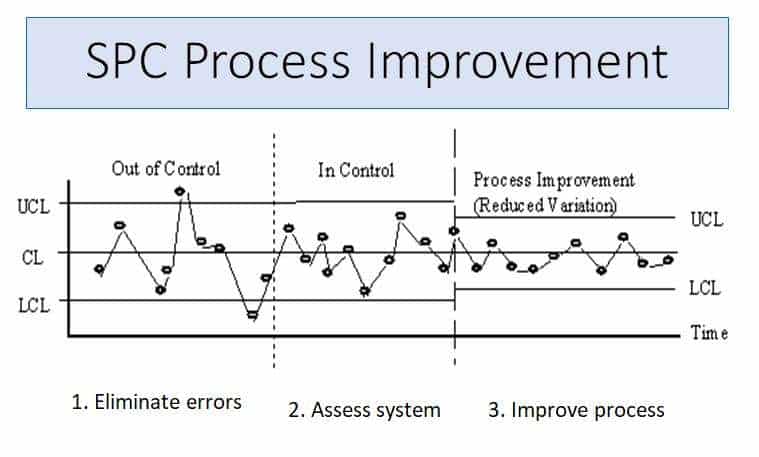
SPC Process Improvement
- When special cause is present the process is out of control and we have to find the special cause and eliminate it from occurring.
- Common cause is always present (all processes have variation to some extent) when the process is in control, so we have to assess the system and determine how to reduce the variation which leads to process improvement.
- An improved process results from eliminating special causes of an out of control process or reducing variability by changing the system of an in control process.
Process Variation
When addressing process variability, you have to understand if the variation is due to common cause or special cause. The type of variation determines the action we need to take to reduce variation. Process variation can be detected using Six Sigma tools like SPC and prevented using FMEA and Control plans.

Leave a Reply